
|
|
文章詳情
SB725A絲錐磨床自動修整器的結構和工作原理 二維碼
866
修整器(圖1)安裝在砂輪架后面。修整時,壓力油進入油缸1,推動活塞2上下移動,通過連桿3使修整器搖架4繞O點擺動,修整磨床砂輪的兩側面。松開螺釘5,擰轉圓頭螺釘6,使支座7繞定位柱8回轉,調節砂輪修整的角度。  壓力油通過棘爪、棘輪、蝸桿、齒輪,將運動傳至齒輪9(齒輪9的中心即進給絲桿中心),一方面進給絲桿帶動整個砂輪架相對工件作位置補償進給,一方面通過雙聯齒輪10、滑移齒輪11、絲桿12、螺母13,使修整器沿燕尾形導軌相對砂輪自動進給。磨床修整器的進給量和砂輪補償的進給量相同。 扳動手柄14,使滑移齒輪11與雙聯齒輪10脫開,轉動手輪15,通過齒輪16和17,可手動調整修整器前后的位置。 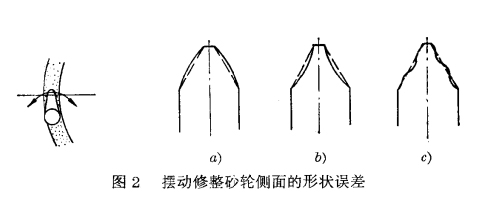 我們知道角度修整器和圓弧修整器一樣,亦必須嚴格保持金剛鉆中心和砂輪中心等高,否則會引起砂輪修整表面的形狀誤差。因此用擺動的方法修整砂輪的側面與前述沿直線修整砂輪側面相比,在理論上是有誤差的。如金剛鉆的尖端與砂輪接觸的最低位置高于砂輪水平中心線,則被修整的砂輪側面為凸形(圖2a);若金剛鉆的尖端與砂輪接觸的最高位置地獄砂輪水平中心線,則被修整的砂輪側面呈凹形(圖2b);如其最高位置高于砂輪水平中心線,而最低位置又地獄砂輪水平中心線,則被修整的砂輪側面呈波折形(圖2c)。但擺桿的半徑越大,理論誤差就越小,故對于一般精度的螺紋磨床,為了簡化結構,大多設計這種修整器,但其擺動半徑應盡量大一些。  |

臺州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: www.gzfc168.cn 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: jiezhongcnc.1688.com 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾微信公眾號 |  掃一掃手機網站 |