
|
|
文章詳情
磨床的自動圓弧修整器和雙圓弧修整器的結(jié)構(gòu)原理 二維碼
2227
磨削軋輥、球軸承套圈滾道和滾珠絲桿以及其他半圓形工件的砂輪表面,需修整成圓弧形(圖1)。形成圓弧修整的機構(gòu),常有下述兩種:擺動機構(gòu)和平行四邊形機構(gòu)。  擺動機構(gòu)(圖2)是通過偏心桿的擺動實現(xiàn)圓弧修整,調(diào)節(jié)金剛鉆和擺動中心的距離,可修整凹、凸圓弧形和不同圓弧半徑的砂輪。 平行四邊形機構(gòu)(圖3-a)是由兩個等長度的曲柄和一根連桿組成,當其中一曲柄等速回轉(zhuǎn)時,另一曲柄亦同樣轉(zhuǎn)動,而連桿上任意一點都跟連結(jié)點一樣作等速圓周運動,與連桿一端固定的金剛鉆即實現(xiàn)圓弧修整。但當曲柄和連桿位于一直線上時,兩曲柄的相對運動發(fā)生不定向性,即從動曲柄可能向相反方向回轉(zhuǎn)(圖3-b),為消除這種情況,可在原有的平行四邊形機構(gòu)中裝上一個輔助曲柄或連桿(圖3-c)。 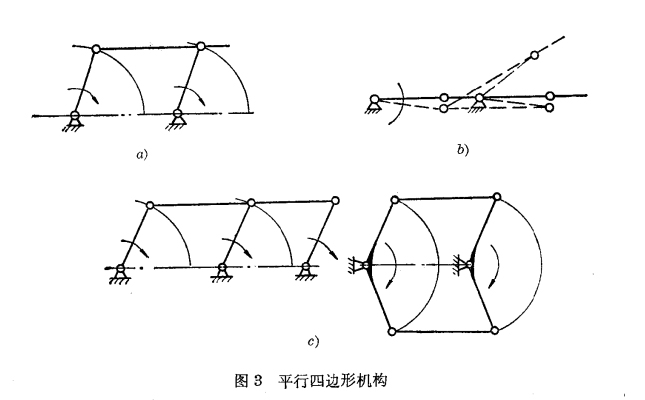 1、球軸承數(shù)控磨床自動圓弧修整器 直線修整器的金剛鉆,一般需低于砂輪中心線,但設(shè)計圓弧修整器時,必須嚴格保持金剛鉆中心與砂輪中心等高,其允差應(yīng)不大于±0.15毫米,否則被修整砂輪表面的圓弧形狀將產(chǎn)生誤差。 圖4為自動圓弧修整器,它和頭架拖板固定在一起。修整時,砂輪架移動到修整位置,修整器座1在壓力油作用下,沿V形滾動導(dǎo)軌下降,由定位柱2保證金剛鉆尖端與砂輪中心登高。同時,壓力油使回轉(zhuǎn)油缸3回轉(zhuǎn),帶動夾持金剛鉆的搖臂4擺動,修整凸圓弧砂輪表面。由砂輪架完成修整進給,因金剛鉆尖端與工件最終磨削位置相一致,故不需要自動位置補償機構(gòu)。 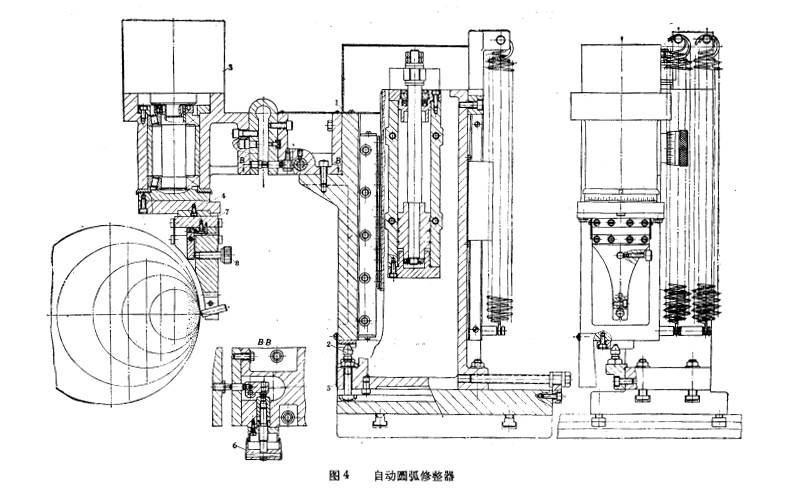 通過絲桿移動立柱5和轉(zhuǎn)動旋鈕6,粗、細調(diào)節(jié)修整器徑向位置;移動金剛鉆夾持器7和旋轉(zhuǎn)螺釘8,粗、細調(diào)節(jié)修整器以修整砂輪的不同圓弧半徑。 2、螺紋磨床雙圓弧修整器 為磨床雙圓弧滾珠絲桿和螺母,螺紋磨床需備有雙圓弧修整器。圖5-a為液動雙圓弧修整器,它是一個平行四邊形機構(gòu)。修整器安裝在砂輪架上面,壓力油推動拖板1,使齒條2往復(fù)移動,通過齒輪3、曲柄4、連桿5、帶動修整器支架6擺動。修整桿7上的滾輪8,借彈簧9的作用緊靠雙圓弧樣板10(圖5-b)。這樣,金剛鉆就沿雙圓弧曲線擺動修整砂輪。轉(zhuǎn)動旋鈕11即可調(diào)節(jié)修整圓弧半徑R的大小。 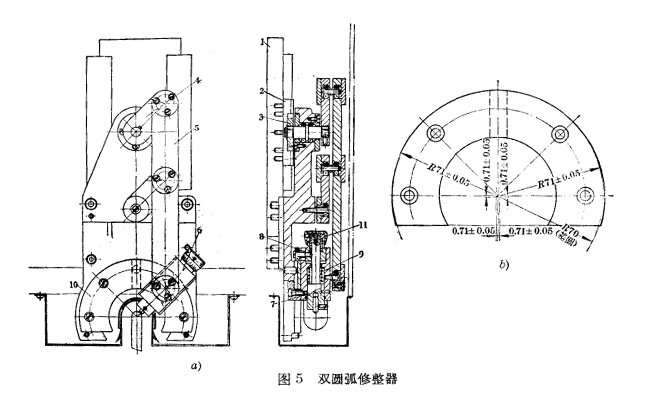 因為雙圓弧樣板的偏心值e等于被磨絲桿、螺母的雙圓弧偏心值(圖上是0.71±0.05毫米),所以一塊樣板只適用于磨削一種偏心值的雙圓弧絲桿或螺母,不同偏心值的雙圓弧絲桿、螺母需按e值調(diào)換樣板。 雙圓弧樣板在這里又起輔助曲柄作用,克服曲柄相對運動的不定向性。并使金剛鉆中心線始終通過圓弧的中心,改善修整條件。 壓力油通過棘爪、棘輪、絲桿、螺母,使整個修整器向下移動,實現(xiàn)進給。同時橫進給機構(gòu)完成砂輪架自動位置補償進給。  |

臺州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網(wǎng) 址: www.gzfc168.cn 地 址: 浙江省臺州市玉環(huán)市清港徐斗工業(yè)區(qū) | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網(wǎng) 址: jiezhongcnc.1688.com 地 址: 浙江省臺州市玉環(huán)市清港徐斗工業(yè)區(qū) | 捷眾微信公眾號 |  掃一掃手機網(wǎng)站 |