
|
|
文章詳情
萬能外圓磨床和無心磨床直線修整器設計基本要求 二維碼
1615
設計修整器的基本要求 (1)修整工具運動要平穩、軌跡要正確。砂輪的修礪作用主要決定于修整工具的銳利程度,而整形作用主要決定于修整器的成形原理和結構形式。因此欲使砂輪表面獲得所要求的正確形狀,是修整器設計中要解決的主要問題。對于成形磨削,由于被加工工件的形狀直接決定于砂輪的形狀,因而砂輪的修整尤為重要。 (2)修整器的結構剛性要好。 (3)由于受磨床總體布局的限制,修整器的結構要盡量緊湊,又因它直接安裝在高速旋轉砂輪的附近,所以要求操作、調整都必須方便和安全,并且具有良好的防塵裝置。 外圓、內圓、無心、平面、導軌磨床等的砂輪表面均為直線。形成直線運動的修整器設計比較簡單,一般有安裝在工作臺上或安裝在砂輪架上兩種形式。 萬能外圓磨床直線修整器 圖1所示是最簡單的直線修整器,其底座用螺釘與工作臺緊固,金剛鉆筆固定在支架上,支架可在底座上作前后調整。依靠工作臺的縱向運動和砂輪架的橫向進給,修整砂輪的外圓。這種修整器一般均備有內圓修整福建。 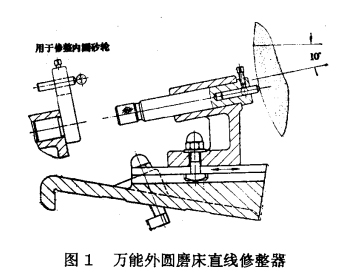 修整器的金剛鉆需與砂輪水平中心線傾斜一個安裝角度(一般等于10°),并稍低于砂輪中心,這樣既防止金剛鉆尖峰嵌入砂輪,又能提高金剛鉆的使用壽命。修整器可置于尾架頂尖之下,使用時無需頻繁的裝拆。 無心磨床直線修整器 修整器(圖2)固定在砂輪架上,修整時壓力油進入油缸1,推動活塞2,使滑座3沿燕尾形導軌移動,金剛鉆修整砂輪外圓,修整寬度由行程開關4調節。進給由壓力油推動滑閥5,通過棘爪6、棘輪7、蝸桿蝸輪、絲桿螺母實現,進給量的大小由壓花螺母8和螺釘來調節。同時,砂輪架通過進給機構實現自動位置補償。 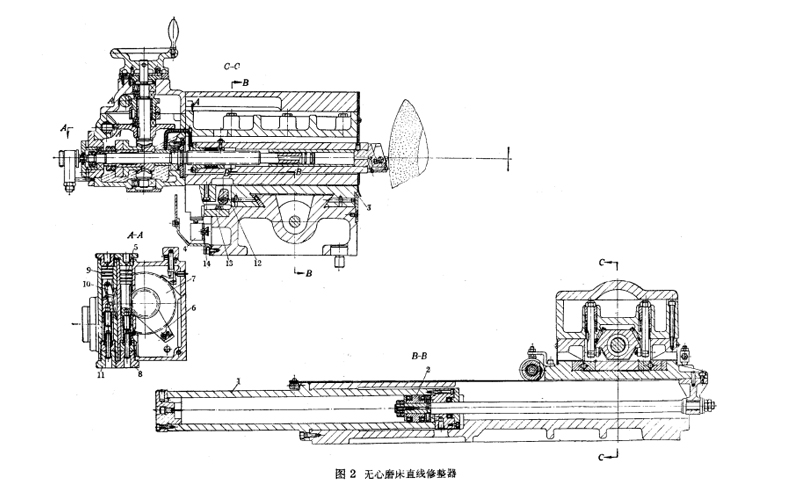 當進給機構完成一次砂輪磨損補償進給后,壓力油推動滑閥9,通過棘爪10、棘輪7,實現金剛鉆進給,保證金剛鉆相對砂輪位置不變,進給量由壓花螺母11和螺釘調節。 為使通磨時砂輪周圍面形成粗、精、無進給等三個磨削區或切入磨時砂輪成形,可扳動手柄12,使觸針13緊壓仿形樣板14,仿形修整砂輪。修整時,冷卻液經絲桿中心從金剛鉆夾持器孔中噴出。  |

臺州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: www.gzfc168.cn 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: jiezhongcnc.1688.com 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾微信公眾號 |  掃一掃手機網站 |