
|
|
文章詳情
數控車床加工活塞加裝桁架機械手自動上下料方案 二維碼
1621
一、需方要求分析  二、總體設計方案 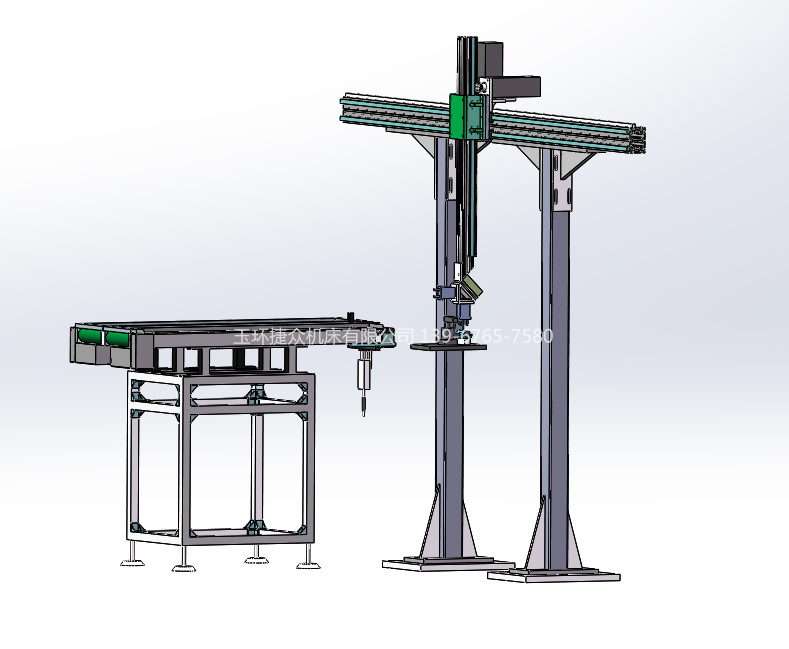 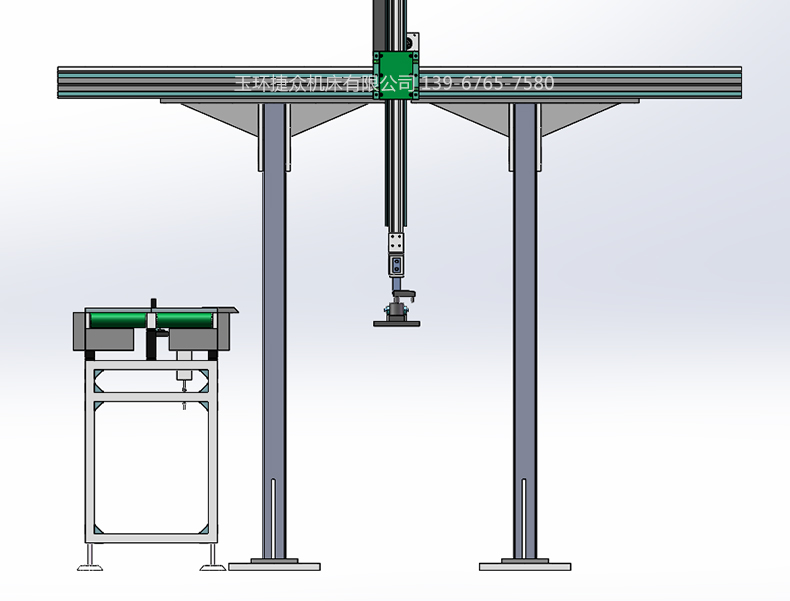 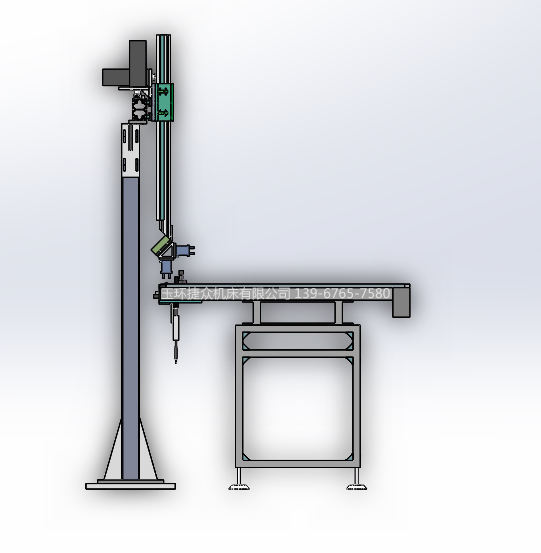 三、方案說明 1、機械手主體框架:架設落地式龍門架,桁架采用同步帶線型模組,伺服定位; 2、機械手:并排式機械手,上下行程采用線型絲桿模組控制,氣動手指完成取放加工工件; 3、自動上下料料架:采用坦克鏈條作為送料架,分上料備料架和下料架,完成定位工序; 4、床身改裝:頭架、尾架、砂輪進退均需改裝;頭架裝配浮動夾具,實現自動裝夾帶動加工工件;尾架、砂輪進退采用氣缸及PLC程序控制,到達自動裝夾產品以及自動磨削; 5、其他說明:獨立的機械手配電箱,配備觸摸屏、PLC、伺服驅動等電器,與磨床本身互不干涉;可與普通、半自動、數控外圓磨床獨立對接。 四、方案細化說明 桁架式龍門: 1、模組有效行程長度2450mm,斜齒模組; 2、立柱:尺寸1500mm*100mm*100mm; 安裝底板戰地面積為200mm*400mm; 安裝底板200mm*400mm; 提供安裝位置即可,安裝人員自行打孔; 3、90°旋轉機械手: 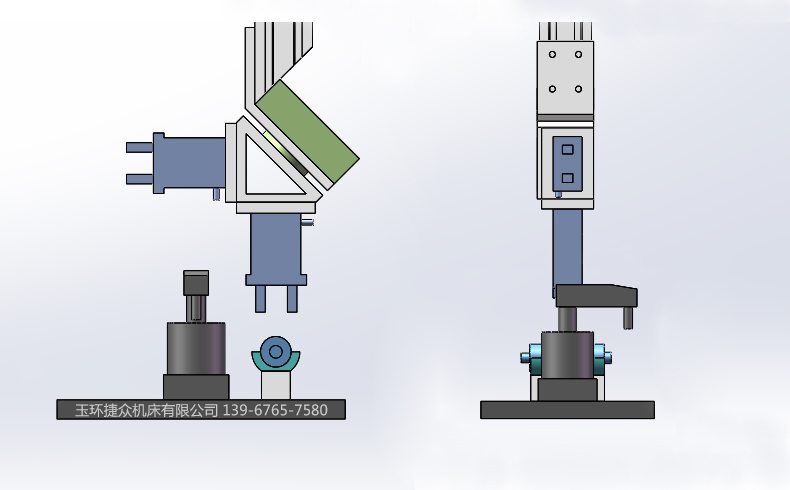 上下行程采用斜齒模組,有效行程200mm-350mm,伺服電機控制; 機械手指采用氣動手指,加工工件頭尾都需要配備氣動手指,其中氣動手指可調范圍約30mm。 上下料料架: 1、花紋同步帶式上下料架,長度1500mm,寬度為400mm可調節根據產品需求來調節,帶動方式采用電機帶動,上、下料架為獨立料架; 2、上下料架主體材料采用鋁型材為主。  預期效果:可放置越10個左右的產品;產品長短可調節,中心高位置上下可調節。 磨床頂針位置的改造要求: 1、要求外圓磨床頭架電動機具有正反轉功能; 2、頂針有本公司提供新的相匹配的頂針; 3、浮動卡盤夾具; 4、卡片根據產品需要配備相應三卡片,工件直徑范圍35-40mm; 5、尾架及磨床進退,由氣動結構以及PLC程序控制完成。 配電箱及控制系統: 采用PLC,及觸摸屏,伺服電機驅動等獨立的配電箱; 配電箱:600mm*700mm*300mm落地式立柜; 手持式觸摸屏為7寸顯示屏、PLC。 方案落實需要提供的環境要求: 電源要求:輸入電源220V; 氣壓要求:輸入氣壓要求5mpa以上; 龍門安裝位置200mm*400mm*2860mm; 上下料平臺空間:850mm*1500mm; 占地面積以實物為準。  |

臺州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: www.gzfc168.cn 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: jiezhongcnc.1688.com 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾微信公眾號 |  掃一掃手機網站 |