
|
|
文章詳情
磨床手動分度機構(gòu)的典型案例分析和工作原理介紹 二維碼
1497
一、MB8263曲軸磨床的分度 MB8263曲軸磨床的分度,是采用手動方式。如圖1所示,偏心左卡盤安裝在頭架主軸上,工件由三爪或四爪卡盤夾緊,它安裝在分度圓錐齒輪1上,其半徑的大小可旋轉(zhuǎn)絲桿5來調(diào)整。當(dāng)**曲柄頸磨削完畢后,松開螺釘2,扳動手柄3,依靠偏心銷將定位銷6拔出,然后轉(zhuǎn)動圓錐齒輪4、1帶動卡盤同工件一起轉(zhuǎn)過所需的等分角度,接著將定位銷插入分度盤的定位孔內(nèi),擰緊螺釘2,至此一次分度結(jié)束。 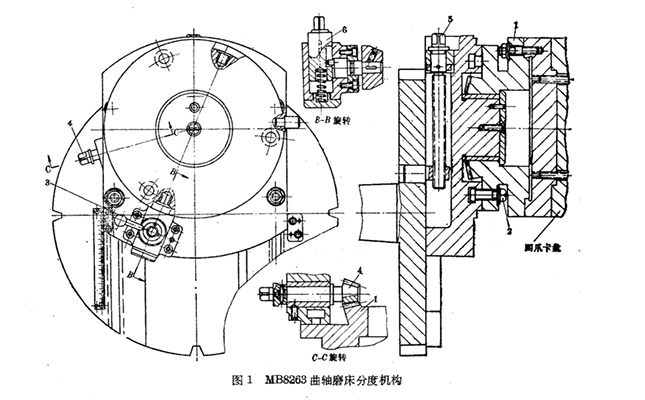 二、SA7512萬能螺紋磨床的分度 在SA7512萬能螺紋磨床上磨削多頭螺紋,可用手動進行圓周分度和軸向分度(圖2)。 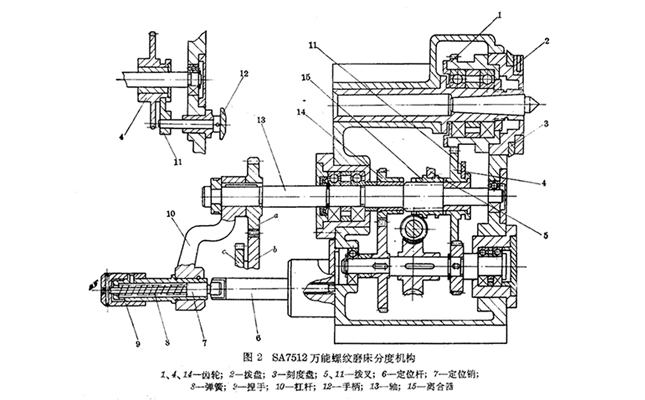 當(dāng)磨削多頭螺紋需要分度時,將手柄12向右拉出,使撥叉11將齒輪4、1脫開,用手轉(zhuǎn)動撥盤2,使刻度盤3和工件轉(zhuǎn)過360°/z(z是螺紋的頭數(shù)),分度值可在刻度盤3上看出,然后推進手柄12,使齒輪4、1重新嚙合,分度結(jié)束。由于齒輪4、1的齒數(shù)均為120齒(選擇120齒的目的在于擴大分度范圍),因此可以磨削的螺紋頭數(shù)為2、3、4、5、6、8、10、12等。 當(dāng)磨削環(huán)形槽時,在傳動軸13的交換齒輪a左端裝上軸向分度附件(定位桿6、定位銷7、彈簧8、捏手9和杠桿10)。分度時,通過撥叉5將離合器15與齒輪4、14均相脫開,使頭架主軸與絲桿的傳動分離,然后拔出捏手9,使定位銷7與定位桿6脫開,轉(zhuǎn)動杠桿10,帶動交換齒輪a轉(zhuǎn)一轉(zhuǎn),使工件移動一個槽距,達到軸向分度的目的,最后借彈簧8的推力將定位銷重新插進定位桿。 本文地址:http://www.gzfc168.cn/(轉(zhuǎn)載請注明出處)  |

臺州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網(wǎng) 址: www.gzfc168.cn 地 址: 浙江省臺州市玉環(huán)市清港徐斗工業(yè)區(qū) | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網(wǎng) 址: jiezhongcnc.1688.com 地 址: 浙江省臺州市玉環(huán)市清港徐斗工業(yè)區(qū) | 捷眾微信公眾號 |  掃一掃手機網(wǎng)站 |