
|
|
文章詳情
外圓磨床砂輪修整器設計以及常用的砂輪修整工具 二維碼
1874
各種刀具經過一段時間的切削后,刃口就會逐漸變鈍和失去正確的幾何形狀,如果繼續使用,就會影響被加工工件的精度、表面光潔度和生產率,因此必須予以修磨。一般來說,金屬切削機床上使用的刀具都是在砂輪機或工具磨床上刃磨,以恢復其銳利的刃口和正確的形狀。 砂輪修整器就是磨床上使砂輪恢復銳利刃口和正確形狀的一個部件。 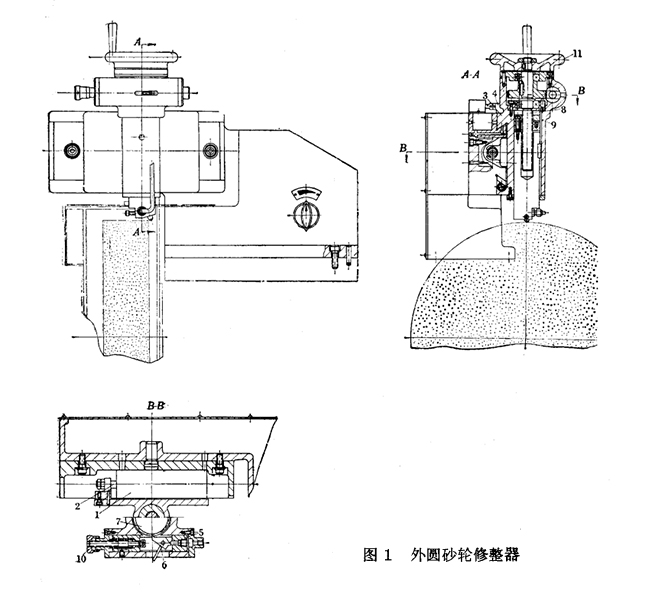 圖1是外圓磨床上常見的砂輪修整器。整個修整器部件安裝在砂輪架蓋板上,修整工具——金剛鉆筆用螺釘固定于小軸上。修整砂輪時,壓力油進入油缸1的左、右腔,推動活塞2往復移動,使滑座3沿燕尾形導軌移動,其上的金剛鉆修整砂輪的外圓,修整行程大小可由撞塊4調整。 壓力油推動活塞2自右向左移動的同時,推動滑閥5,通過棘爪6、棘輪7、絲桿8、消除間隙的組合螺母9,使金剛鉆筆實現進給,進給量的大小,可調節旋鈕10以改變滑閥行程量來控制。此時,橫進給機構使砂輪架實現同樣大小的進給,以補償砂輪的修整量,保持砂輪與工件之間的相對位置不變。 轉動手輪11,可調整金剛鉆筆位置。 上述砂輪修整器主要有修整工具,傳動、進給,調整等三個部分組成。 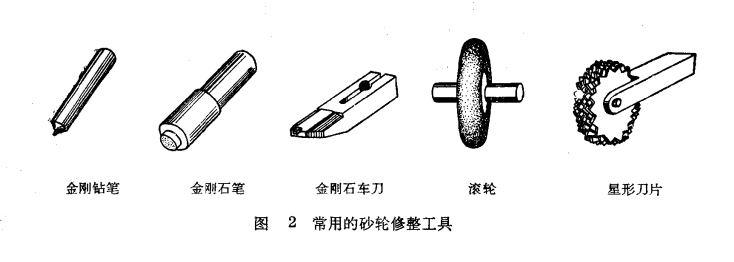 修整工具除最常用的金剛鉆筆外,根據不用用途,還有金剛石筆、金剛石車刀、滾輪、星形刀片等(見圖2所示)。為了相應提高磨床自動化程度,采用金剛石滾輪修整砂輪日益增多。 修整器的傳動,進給部分一般有手動和機動(包括液動和電動)兩類。目前成形磨削機床上愈來愈多地應用液壓仿形修整。 砂輪經修整或磨損后,它的直徑減小,在自動或半自動磨床上,為了不經手動調整仍能使工件獲得預定的尺寸,磨床進給系統中一般需考慮自動補償機構,使砂輪和工件之間相對移動,以補償砂輪修整量或磨損量。補償修整量的稱為“位置補償”,補償磨損量的稱為“磨損補償”。  |

臺州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: www.gzfc168.cn 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: jiezhongcnc.1688.com 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾微信公眾號 |  掃一掃手機網站 |