床")
|
熱門知識(shí)
|
文章詳情
磨床的類型及特點(diǎn)和外圓磨床橫磨縱磨式磨削方法 二維碼
3927
一、磨床的類型及其特點(diǎn) 用磨料磨具(砂輪、砂帶、油石和研磨料等)為工具進(jìn)行切削加工的機(jī)床,統(tǒng)稱為磨床(英文為Grinding machine),它們是因精加工和硬表面的需要而發(fā)展起來的。  磨床種類很多,主要有:外圓磨床、內(nèi)圓磨床、平面磨床、工具磨床和用來磨削特定表面和工件的專門化磨床,如花鍵軸磨床、凸輪軸磨床、曲軸磨床等。 對(duì)外圓磨床來說,又可分為普通外圓磨床、萬(wàn)能外圓磨床、無(wú)心外圓磨床、寬砂輪外圓磨床、端面外圓磨床等。 以上均為使用砂輪作切削工具的磨床。此外,還有以柔性砂帶為切削工具的砂帶磨床,以油石和研磨劑為切削工具的精磨磨床等。 磨床與其他機(jī)床相比,具有以下幾個(gè)特點(diǎn): 1、磨床的磨具(砂輪)相對(duì)于工件做高速旋轉(zhuǎn)運(yùn)動(dòng)(一般砂輪圓周線速度在35米/秒左右,目前已向200米/秒以上發(fā)展); 2、它能加工表面硬度很高的金屬和非金屬材料的工件; 3、它能使工件表面獲得很高的精度和光潔度; 4、易于實(shí)現(xiàn)自動(dòng)化和自動(dòng)線,進(jìn)行高效率生產(chǎn); 5、磨床通常是由電動(dòng)機(jī)、油泵、發(fā)動(dòng)部件,通過機(jī)械、電氣、液壓傳動(dòng)、傳動(dòng)部件帶動(dòng)工件和砂輪相對(duì)運(yùn)動(dòng)組成。 二、磨床的用途 磨床可以加工各種表面,如內(nèi)、外圓柱面和圓錐面、平面、漸開線齒廓面、螺旋面以及各種成形表面。磨床可進(jìn)行荒加工、粗加工、精加工和超精加工,可以進(jìn)行各種高硬、超硬材料的加工,還可以刃磨刀具和進(jìn)行切斷等,工藝范圍十分廣泛。 隨著科學(xué)技術(shù)的發(fā)展,對(duì)機(jī)械零件的精度和表面質(zhì)量要求越來越高,各種高硬度材料的應(yīng)用日益增多。精密鑄造和精密鍛造工藝的發(fā)展,使得有可能將毛坯直接磨成成品。高速磨削和強(qiáng)力磨削,進(jìn)一步提高了磨削效率。因此,磨床的使用范圍日益擴(kuò)大。它在金屬切削機(jī)床所占的比重不斷上升。目前在工業(yè)發(fā)達(dá)的國(guó)家中,磨床在機(jī)床總數(shù)中的比例已達(dá)30%-40%。 據(jù)1997年歐洲機(jī)床展覽會(huì)(EMO)的調(diào)查數(shù)據(jù)表明,25%的企業(yè)認(rèn)為磨削是他們應(yīng)用的最主要的加工技術(shù),車削只占23%,鉆削占22%,其它占8%;而磨床在企業(yè)中占機(jī)床的比例高達(dá)42%,車床占23%,銑床占22%,鉆床占14%[3]。由此可見,在精密加工當(dāng)中,有許多零部件是通過精密磨削來達(dá)到其要求的,而精密磨削加工會(huì)要在相應(yīng)的精密磨床上進(jìn)行,因此精密磨床在精密加工中占有舉足輕重的作用。 但是要實(shí)現(xiàn)精密磨削加工,則所用的磨床就應(yīng)該滿足以下幾個(gè)基本要求: 1.高幾何精度。精密磨床應(yīng)有高的幾何精度,主要有砂輪主軸的回轉(zhuǎn)精度和導(dǎo)軌的直線度以保證工件的幾何形狀精度。主軸軸承可采用液體靜壓軸承、短三塊瓦或長(zhǎng)三塊瓦油膜軸承,整體度油楔式動(dòng)壓軸承及動(dòng)靜壓組合軸承等。當(dāng)前采用動(dòng)壓軸承和動(dòng)靜壓軸承較多。主軸的徑向圓跳動(dòng)一般應(yīng)小于1um,軸向圓跳動(dòng)應(yīng)限制在2—3um以內(nèi)。 2.低速進(jìn)給運(yùn)動(dòng)的穩(wěn)定性。由于砂輪的修整導(dǎo)程要求10—15mm/min,因此工作臺(tái)必須低速進(jìn)給運(yùn)動(dòng),要求無(wú)爬行和無(wú)沖擊現(xiàn)象并能平穩(wěn)工作。 3.減少振動(dòng)。精密磨削時(shí)如果產(chǎn)生振動(dòng),會(huì)對(duì)加工質(zhì)量產(chǎn)生嚴(yán)重不良影響。故對(duì)于精密磨床,在結(jié)構(gòu)上應(yīng)考慮減少振動(dòng)。 4.減少熱變形。精密磨削中熱變形引起的加工誤差會(huì)達(dá)到總誤差的50%,故機(jī)床和工藝系統(tǒng)的熱變形已經(jīng)成為實(shí)現(xiàn)精密磨削的主要障礙。 三、外圓磨削和端面外圓磨床 1、外圓磨削 在外圓磨削過程中,工件是安裝在兩頂尖的中心之間,砂輪旋轉(zhuǎn)是引起切削旋轉(zhuǎn)的主要來源和原因。基本得外圓磨削方法有兩種,即橫磨法磨外圓和縱磨法磨外圓,如圖所示。 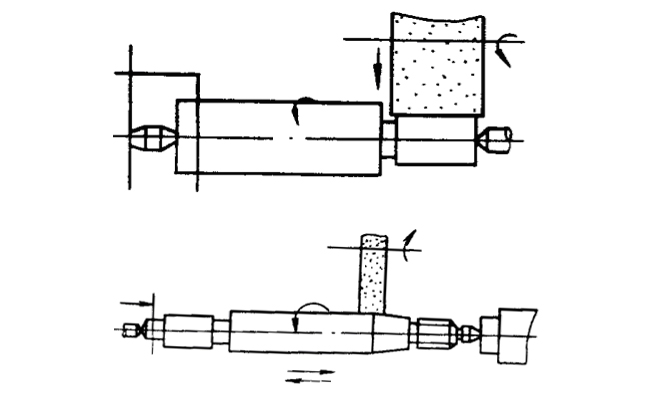 事實(shí)上,外圓磨削可以通過其他以下幾種方法來實(shí)施: (1)傳遞方法:在這種方法中,磨削砂輪和工件旋轉(zhuǎn)以及徑向進(jìn)給都應(yīng)滿足所有的整個(gè)長(zhǎng)度,切削的深度是由磨削砂輪到工件的縱向進(jìn)給來調(diào)整的。 (2)沖壓切削方法:在這種方法中,磨削是通過砂輪的縱向進(jìn)給和無(wú)軸向進(jìn)給來完成的,正如我們所看到的,只有在表面成為圓柱的寬度比磨削輪磨損寬度短時(shí),這種方法才能完成。 (3)整塊深度切削方法:除了在磨削過程中,要進(jìn)行間隙調(diào)整外,這種方法與傳遞方法很相似,同時(shí)這種方法具有代表性,除了磨削短而粗的軸。 2、端面外圓磨床及其特點(diǎn) 端面外圓磨床是外圓磨床的一種變形機(jī)床,它宜于大批量磨削帶肩的軸類工件,有較高的生產(chǎn)率。它的特點(diǎn)如下: (1)這種磨床的布局形成和運(yùn)動(dòng)聯(lián)系與外圓磨床相似,只是砂輪架與頭架,尾架中心連線傾斜一角度(通常10°,15°,26.23°,30°,45°),如圖1-3所示,數(shù)控端面外圓磨床MKS1632A的砂輪架與頭架,尾架中心連線傾斜30°。為避免砂輪架與工件或尾架相碰,砂輪安裝在砂輪架的右邊,從斜向切入,一次磨削工件外圓和端面。 (2)由于它適用于大批量生產(chǎn),所以具有自動(dòng)磨削循環(huán),完成快速進(jìn)給(長(zhǎng)切入)---粗磨---精磨—無(wú)花磨削。由定程裝置或自動(dòng)測(cè)量控制工件尺寸。 (3)裝有砂輪成型修整器,按樣板修整出磨削工件外圓和端面的成型砂輪,為保證端面尺寸穩(wěn)定及操作安全,一般具有軸向?qū)Φ堆b置。 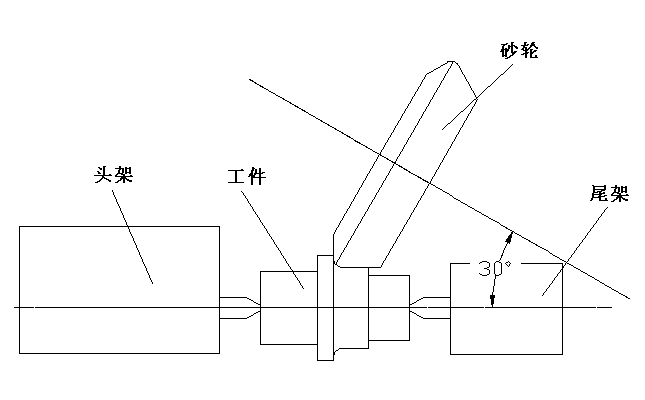 四、磨床的現(xiàn)狀及其發(fā)展趨勢(shì) 隨著機(jī)械產(chǎn)品精度、可靠性和壽命的要求不斷提高以及新型材料的應(yīng)用增多,磨削加工技術(shù)正朝著超硬度磨料磨具、開發(fā)精密及超精密磨削(從微米、亞微米磨削向納米磨削發(fā)展)和研制高精度、高剛度、多軸的自動(dòng)化磨床等方向發(fā)展,如用于超精密磨削的樹脂結(jié)合劑砂輪的金剛石磨粒平均半徑可小至4μm、磨削精度高達(dá)0.025μm。 使用電主軸單元可使砂輪線速度高達(dá)400m/s,但這樣的線速度一般僅用于實(shí)驗(yàn)室,實(shí)際生產(chǎn)中常用的砂輪線速度為40-60m/s;從精度上看,定位精度<2μm,重復(fù)定位精度≤±1μm的機(jī)床已越來越多。從主軸轉(zhuǎn)速來看,8.2kw主軸達(dá)60000r/min,13kw達(dá)42000r/min,高速已不是小功率主軸的專有特征。從剛性上看,已出現(xiàn)可加工60HRC硬度材料的加工中心。 此外,對(duì)磨床的環(huán)保要求越來越高,絕大部分的機(jī)床產(chǎn)品都采用全封閉的罩殼,絕對(duì)沒有切屑或切削液外濺的現(xiàn)象。大量的工業(yè)清洗機(jī)和切削液處理機(jī)系統(tǒng)反映現(xiàn)代制造業(yè)對(duì)環(huán)保越來越高的要求。  |

臺(tái)州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機(jī): 139-6765-7580 郵 箱: 180242@qq.com 網(wǎng) 址: www.gzfc168.cn 地 址: 浙江省臺(tái)州市玉環(huán)市清港徐斗工業(yè)區(qū) | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機(jī): 139-6765-7580 郵 箱: 180242@qq.com 網(wǎng) 址: jiezhongcnc.1688.com 地 址: 浙江省臺(tái)州市玉環(huán)市清港徐斗工業(yè)區(qū) | 捷眾微信公眾號(hào) |  掃一掃手機(jī)網(wǎng)站 |