
|
|
文章詳情
普通機床向數控機床的進階 二維碼
120
引言:在全球經濟化的大背景下,工業機械發展與國民經濟發展息息相關,大至國防軍用設備,小至日常生活器械零部件,都代表著一個國家的綜合實力。而其生產制作都離不開數控機床的應用,普通機床向數控機床的進階則大大提高了機器效率,那是如何跨越改造的呢? 本文以CA6140型普通機床為例,介紹普通機床的數控化改造步驟和方法。
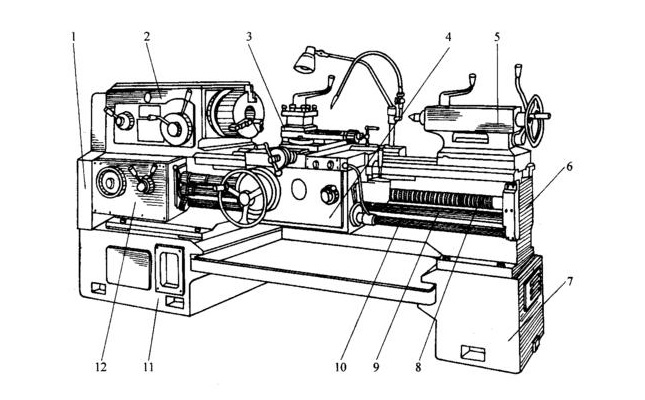
改造的總體思路為通過數控系統對輸入的零件加工程序進行運算處理,然后通過輸入/輸出接口控制步進驅動模塊,由驅動模塊發出步進脈沖驅動步進電機,經同步齒形傳動帶(簡稱同步帶)使滾珠絲杠轉動,從而帶動刀架實現縱向和橫向的進給。螺紋的車削由編碼器控制,電動刀架的換刀由數控系統內部的PLC控制。改造步驟如下: 1.選擇數控系統由于伺服電機驅動器及電機的價格比較高,故選用“廣數”的DY3三相混合式步進電機驅動器及步進電機。并且該系統的編程格式與FANUC系統很接近,GSK980TA系統還可以控制步進電機,所以是最合適的。 2.Z向進給系統(縱向進給)縱向進給由Z向進給電機經同步傳動帶使滾珠絲杠轉動,然后通過絲杠螺母帶動大拖板左右運動,步進電機通常安裝在縱向絲杠的右端。Z向步進電機的型號為1106GB350B,參數:電流2.8A。步距角0.03°/0.75°,轉矩12N/m。 改造方法: (1)拆下普通絲杠、光杠與溜板箱,把溜板箱內的齒板、傳動軸拆除,加工一個螺母固定套,安裝在溜板箱內,改由步進電機驅動滾珠絲杠,根據CA6140車床的**負荷,選取滾珠絲杠直徑為40mm,型號為CD40x6-3.5-E2,其額定動載荷是19kN,強度足夠。 (2)加工右端的支撐座和兩個支撐孔,孔的位置精度要求很高,使其分別與電機的支撐軸和支撐絲杠的軸承同軸配合。 (3)加工左端的支撐座,用于固定絲杠的左端,保證支撐座底面的平面度。 (4)對安裝螺母的支撐座進行銑、磨、鉆、攻絲等加工,保證其形位公差。 (5)裝配后,對滾珠絲杠與導軌的平行度進行調整,確保絲杠傳動平穩,受力均勻。 3.X向進給系統(橫向進給)橫向進給由X步進電機直接驅動滾珠絲杠,使刀架橫向運動。 步進電機安裝在大拖板后,為了保證同軸度和傳動精度,用法蘭盤將步進電機與溜板箱固定在一起。X向步進電機的型號為110BYG350A,參數:電流2.4A,步距角0.03°/0.8°,轉矩8N/m。 改造方法: (1)拆下小拖板、刀架及絲杠、手輪,留下小拖板,其余的不用。 (2)加工法蘭盤,保證法蘭盤孔與大拖板后孔的同軸度,最后配鉆四個螺紋孔,并攻螺紋。 (3)加工一個連接套用于連接絲杠與電機主軸。 (4)銑去大拖板上與螺母發生干涉的部位,將螺母安裝在大拖板上。 (5)安裝完成后,用墊片調整螺母上下位置,使絲杠運行平穩,受力均勻。 4.刀架為了提高生產效率、縮短輔助加工時間,刀架要求有自動換刀功能。經濟型數控機床一般都選用宏達四方電動刀架,這種刀架簡單、經濟實用。刀架的轉動由三相電機驅動,到位信號由霍爾元件來檢測。
改造方法: (1)拆除原手動刀架。 (2)在小拖板上鉆四個安裝孔,并攻絲,安裝好電動刀架。安裝好中間繼電器、正反轉接觸器和熱繼電器,然后調試刀架,電源相序接反的話,任換兩相即可。 5.編碼器車螺紋時,主軸轉一圈,刀具移動一個螺距。為了保證不亂扣,主軸與絲杠應保持同步動作。主軸與絲杠的同步動作由編碼器來保證(可見編碼器的重要性)。為了保證同步動作,編碼器與主軸的傳動比應為1:1,可以用尼龍板制作兩個齒數相同的齒輪。然后制作一個可調支架,以保證兩個齒輪能正確地嚙合。 改造方法: (1)拆下原有齒輪,裝上塑料齒輪,調整支架位置,保證正確嚙合。 (2)試切螺紋,看連接是否有誤。 6.行程開關行程開關用來保證工作臺運行在安全的位置,和作為機械回零的檢測信號。 改造方法: (1)配鉆螺紋孔,并攻螺紋,安裝行程開關和擋塊。 (2)調整擋塊的位置,使減速信號和回零信號分開。 最后,改裝完成后要對所改裝的機床進行測試,通過生產能力和生產精度的檢測來檢驗改裝后的機床是否滿足了改裝的要求,對機床進行批量檢測時,要確定各項指標都在指定范圍內。測試人員必須按照確定好的步驟和準則來進行操作,在測試過程中,要進行隨時記錄,在確認安全系統正常的情況下,對各項指標一一進行測量。 以上是普通機床向數控機床改造的相關步驟,最終目的均是提高機械效率以及加工的精密度。如有疑問,請聯系我們為您解答。 上一篇解析國標高效電機
 |

臺州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: www.gzfc168.cn 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: jiezhongcnc.1688.com 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾微信公眾號 |  掃一掃手機網站 |