
|
|
文章詳情
無心磨床在加工時會遇到的問題 二維碼
672
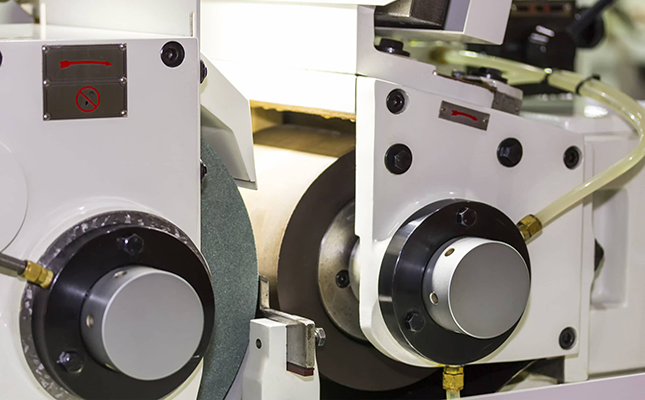
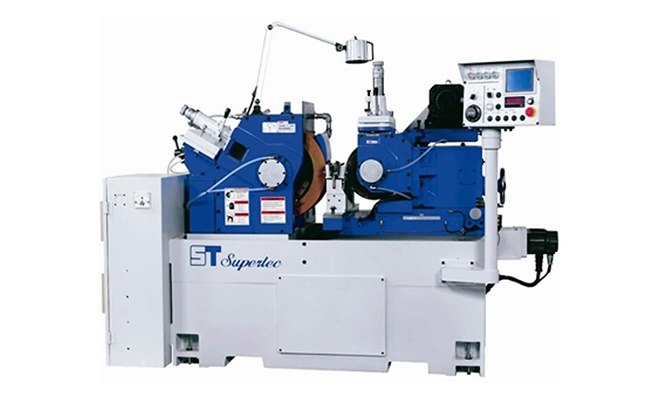
引言:應用無心磨削法磨削工件的旋轉表面的磨床,通常指無心外圓磨床。在無心外圓磨床上,工件不用頂尖定心和支承,而是放在砂輪和導輪之間,由托板和導輪支承。貫穿磨削時,通過調整導輪軸線的微小傾斜角來實現軸向進給,適于磨削細長圓柱形工件、無中心孔的短軸和套類工件等。那么無心磨床在加工時又會遇到哪些問題呢?
表面缺陷
一、工件表面粗糙度較差。 ①磨削輪粒度過粗或修整時金剛鉆進給速度過快。更換細粒度的磨削輪,合理選擇修整速度 ②導輪傾斜角太大或轉速太高,導致工件圓周速度和軸向進給速度加快。減小導輪傾斜角并降低其速度。 ③冷卻液不清潔或濃度不夠時,應更換清潔并有一定濃度的冷卻液的冷卻液。 二、工件表面有燒傷。 ①磨削輪粒度太細或硬度太高,應更換磨削輪,選用適宜的粒度和硬度 ②導輪轉速太慢及導輪傾角太大,需要提高導輪轉速,減小導輪傾斜角度。 ③磨削量過大或過小。磨削量小時出現燒傷,可增加縱向進給速度;磨削量大時出現燒傷,可增加磨削次數。 ④工件在入口處或出口處磨去太多,引起燒傷或磨削區火花集中在某一個點。正確調整導輪架、導板和修整器。 ⑤磨削輪已鈍,硬度太高,切削液不足或燒注方法不正確修整磨削輪,更換軟一級的磨削輪并且修整、加大切削液量并正確教主。 三、工件表面有魚鱗斑及直線白色線條。 ①磨削輪不平衡或者已磨鈍、磨削輪太硬、粒度太細或者沒有修整好。仔細平衡磨削輪,更換較軟一級的磨削輪并進行修整等。 ②導輪轉速太高。適當降低導輪轉速。 ③工件中心過高,引起跳動。適當降低托板高度。 ④托板剛性不足。加厚托板并緊固。 四、工件前端表面切去一塊。前導板突出于導輪,把前導板向后放松一些。 五、工件后端表面切去一塊。后導板突出于導輪表面,將后導板適當的后移。 六、工件后部表面的有三角形切口或微小痕跡。后導板落后于導輪表面,將后導板適當前移動。 七、工件中心過高,適當降低工件中心高度。 圓度誤差 導輪未修圓或工作過久,已失去正確的幾何形狀,需要修整圓導輪,修到無斷續聲即可。磨削輪磨鈍,及時修整磨削輪,工件中心高不當,應適當調整。托板太薄或者頂面傾斜角過大時,及時更換托板。工件軸向推力過大,使工件不能均勻轉動時,需要減小導輪傾角。磨削輪或導輪平衡不好,應仔細平衡兩輪并重新修整。前道工序工件有橢圓、菱圓時,可減少導輪的橫向進給量,增加磨削次數.
錐度 前導板向導輪方向傾斜,引起工件前部直徑偏小,或者后導板向導輪方向傾斜引起工件后部直徑偏小,調整前后導板,使與導輪母線平行,且在同一直線上。磨削輪修整不準確,本身有錐度,根據工件錐度的方向,調整磨削輪修整器的角度,重修磨削輪,工件軸線與磨削輪和導輪軸線不平行時,應調整托板前后的高低或者修調托板,磨削輪和導輪的表面已經磨損時,需要重新修整磨削輪和導輪。 圓柱度誤差 工件有圓度誤差是因為在磨削過程中,工件中心的實際運動軌跡偏離理論運動軌跡直線,工件在水平面內轉動及導輪修整不正確等應更具具體情況進行修整,例如磨削輪太軟,磨損不均勻,應該增加修整次數或者增加磨削次數。 細腰形或腰鼓形 一、工件產生細腰形 ①前導板均偏向于磨削輪一側,工件進入或推出磨削區域時呈傾斜狀態,磨削輪端角將工件中部磨去較多。調整前后導板至正確位置。 ②導輪修整呈中間凹下狀,切入法磨削時磨削輪修整中間凸出,均導致工件呈細腰形。正確修調導輪和磨削輪,消除凹凸現象。 二、工件產生腰鼓形 ①前后導板均偏向于導輪,工件傾斜進入磨削區,使前端磨去較多;工件將要推出磨削區時,使后端磨去較多。需正確調整前后導板。 ②前、后導板均低于導輪外圓表面,工件進入磨削區時。會被導輪將其前端抬起,使工件向磨削輪傾斜;當工件退出磨削區域時,也會使工件傾斜,尾部向磨削輪翹起,使工件兩端磨去較多,呈腰鼓形。應正確調修前、后導板,使其不低于導輪外圓表面。 ③導輪表面修整成中間凸起或磨削輪表面修整成中間凹下(切入磨法磨削),均使工件磨成腰鼓形。表面修調兩輪,消除導輪和磨削輪表面的凹凸現象。 無心磨床在生產過程中遇到一些工藝和生產上的問題,都屬于正常現象,畢竟人無完人,機器也沒有完美的機器,只要根據上文所羅列的各種生產時會遇到的工藝問題以及解決方法,調整生產工藝,問題一般都能得到完美的解決。  |

臺州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: www.gzfc168.cn 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: jiezhongcnc.1688.com 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾微信公眾號 |  掃一掃手機網站 |