
|
|
文章詳情
無心磨床的工作原理以及加工方式 二維碼
387
引言:無心磨床,是不需要采用工件的軸心定位而進行磨削的一類磨床,主要由磨削砂輪、調整輪和工件支架三個機構構成,其中磨削砂輪實際擔任磨削的工作,調整輪控制工件的旋轉,并控制工件的進刀速度,至于工件支架乃在磨削時支撐工件,這三種機件可有數種配合的方法,但停止研磨除外,原理上都相同。那么無心磨床是怎么實現運轉并正常開展工作的呢?
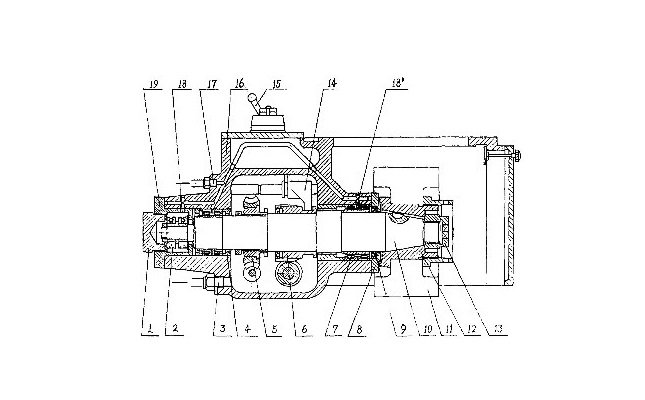
工作原理 應用無心磨削法磨削工件的旋轉表面的磨床,通常指無心外圓磨床。在無心外圓磨床上,工件不用頂尖定心和支承,而是放在砂輪和導輪之間,由托板和導輪支承。砂輪一般裝在主軸端部,寬度大于250毫米的砂輪則裝在主軸中部,砂輪**寬度可達900毫米。砂輪高速旋轉進行磨削,導輪以較慢速度同向旋轉,帶動工件旋轉作圓周進給。貫穿磨削時,通過調整導輪軸線的微小傾斜角來實現軸向進給,適于磨削細長圓柱形工件、無中心孔的短軸和套類工件等。 切入磨削時,通過導輪架或砂輪架的移動來實現徑向進給,適于磨削帶軸肩或凸臺的工件,以及圓錐體、球體或其他素線是曲線的工件。無心磨床的生產率較高,加上各種上下料裝置后易于實現自動化,大多用于大量生產,可由不很熟練的工人操作。無心磨床磨削精度一般為:圓度2微米,尺寸精度4微米,高精度無心磨床可分別達到0.5微米和2微米。此外還有無心內圓磨床和無心螺紋磨床等。無心磨床能自動修整和自動補償。導輪進給導軌為雙V型滾針導輪,采用伺服電機進給,能與砂輪修整相互補償。機床配有自動上下料機構,能進行自動循環磨削。
加工方式 無心外圓磨床主要有三種磨削方法;通過式、切入式和切入一通過式、通過式無心磨削。工件沿砂輪軸線方向進給進行磨削。調整導輪軸線的微小傾角來實現工件軸向進給。適于磨削細長圓柱形工件。無中心孔的短軸和套類工件等。切入式無心磨削。托板上有軸向定位支點,工件支承在托板一定位置上,以砂輪或導輪切入進行磨削。用于磨削帶軸肩或凸臺的工件以及圓錐體,球體或其他回轉體工件。切入一通過式無心磨削是這兩者的復合。此外,還有切線進給式磨削和使帶臺階的工件在軸向進、退的端面進給式磨削。無心外圓磨床生產率較高。多用于大量生產,易于實現自動化。 無心外圓磨床的特點無心外圓磨床機構性能與普通外圓磨床相比較有下列特點。 1、連續加工,無需退刀,裝夾工件等復制時間短,生產率高。 2、托架和導輪定位機構比普通外圓磨床頂尖、中心架機構支承剛性好,切削量可以較大,并有利于細長軸類工件的加工,易于實現高速磨削和強力磨削。 3、無心外圓磨床工件靠外圓在定位機構上定位,磨削量是工件直徑上的余量,故砂輪的磨損、進給機構的補償和切入機構的重復定位精度誤差對零件直徑尺寸精度的影響。只有普通外圓磨床的一半,不需打中心孔,且易于實現上、下料自動化。 4、寬砂輪無心磨床通過式機構、可采用加大每次的加工余量,在切入磨時可對復雜型面依次形磨削或多砂輪磨削,生產率高,適用范圍廣。 5、無心外圓磨床無保證磨削表面與非磨削表面的相對位置精度(同軸度,垂直度等)的機構,磨削周向斷續的外表面時圓度較差。 6、磨削表面易產生奇數次棱圓度,如較大時往往會造成測量尺寸小于**實體尺寸的錯覺,而影響裝配質量和工作性能。 7、機床調整較復雜、費時,每更換不同直徑的工件就需沖調整托架高度,與距離及有關的工藝參數。故調整技術難度較大,不適宜小批及單件生產。 無心磨床能自動修整和自動補償。導輪進給導軌為雙V型滾針導輪,采用伺服電機進給,能與砂輪修整相互補償。機床配有自動上下料機構,能進行自動循環磨削。這樣下來無心磨床的整個工作流程就比較完整了,工作原理也比較清晰,操作和維修人員可以根據其工作原理和加工方式進行方便的維修和生產。  |


臺州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: www.gzfc168.cn 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: jiezhongcnc.1688.com 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾微信公眾號 |  掃一掃手機網站 |