
|
|
文章詳情
機床鑄鐵是什么,機床鑄件的材料有什么講究 二維碼
2527
引言:說起機床鑄件,很多朋友可能都接觸不到,然而它的作用有三好,耐磨性好,消震性好,工藝性好。那么它的加工工藝是怎樣的呢?下面我們就帶大家來一起了解一下。 機床鑄件又可以稱為大型鑄件、床身、底座、工作臺等,特點是耐磨性與消震性好,工藝性能好。 機床鑄件的材質為細膩優質的灰口鑄鐵,熔煉時配比45%的鋼,以提高機床鑄件的剛性。也有客戶要求做球墨鑄鐵的,球墨鑄鐵的剛性比灰鑄鐵要好,但減震效果相比灰鑄鐵是有很大差距的,而且鑄造成本比灰鑄鐵要高很多。所以球墨鑄鐵不適合做機床的主要構件,比較適合做機床工作臺鑄件使用。下面我們就來介紹一下機床鑄鐵的材料。 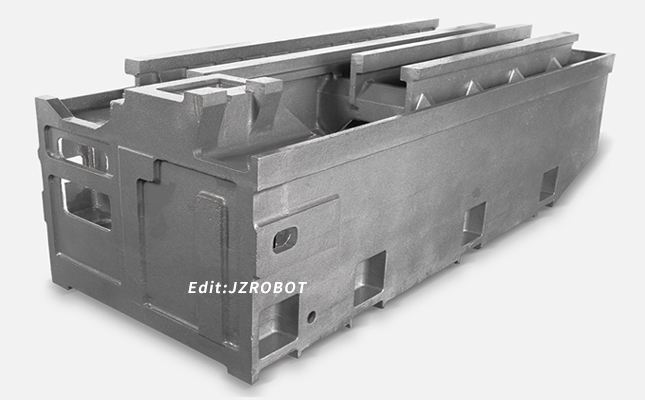 一、機床鑄鐵的材料 1、生鐵 方尺,球墨鑄鐵用生鐵按GB1412-78選用,鑄造用生鐵按GB718-82選用。標準按化學成分將生鐵分為若干組、類、級,但不考慮含碳量。用戶根據含硅量選擇生鐵牌號,根據含錳量選擇組,根據含磷量選擇級,根據含硫量選擇類。具體選擇哪一種,要根據不同鑄件的要求。硅和錳不是有害無素,可根據需要選擇。 2、鐵合金 常用的各類合金必須按其合金含量分類保管,不得混雜對所有金屬爐料都必須提出塊度要求。如生鐵、廢鋼和回爐料塊度過大,不僅降低熔化速度,而且爐料容易搭棚,使熔化過程不能正常進行,從而降低鐵水質量。而鐵合金如果塊度太大則不易熔化,造成鐵水化學成分不穩定,塊度太小,則容易氧化。生產球墨鑄鐵用的球化劑,目前國內普遍采用稀土鎂合金,這種合金已有商品供應,但鑄造廠往往根據鑄件材質需要及原材料情況自己熔制中間合金。粒度太小,沸騰強烈,合金的吸收率降低,造成球化不良;粒度太大熔化及沸騰滯后太多,合金容易漂起,也降低吸收率。 3、各種金屬材料 熔制有色合金時,還要用到各種金屬材料,如鋁、鎂、銅、鋅、鉛、錫、銻、鎳、錳等。這種新金屬料包括一次工業純金屬和一次合金。一次合金大都由冶金廠供應,有時也可以是鑄造廠熔制的預制合金錠,可用它直接重熔而制得工作合金。  二、機床鑄件的工藝 1、熔煉環節: 1)碳當量。應采用較高的碳當量,HT250,以3.95為好;HT300,以3.82為好;HT350,以3.76為好。 2)硅碳比。建議將硅碳比控制在0.55-0.62。 3)合金化控制。合金元素的加入有利于鑄件性能提高,一般w(Cu)0.4-0.6%或w(Cr)0.2-0.4%。 2、配料: 生鐵的加入量要低于10%,同時采用高廢鋼、高滲碳工藝,這樣石墨品質好。 3、鐵液溫度: 高的鐵液溫度可細化石墨,是高碳當量、高強度灰鑄鐵的基礎。鐵液溫度為1500-1550℃時,鐵液氧化會減少,SiO2灰渣顯著降低。 4、孕育: 孕育的方法比孕育劑的高效更重要,根據實際情況,力求采用隨流孕育、澆口杯孕育、浮硅孕育、型內孕育等瞬時孕育方法,確保孕育質量。應采用三角試樣,熱分析曲線,孕育前后的冷度比來檢驗孕育效果,既要防止孕育不足造成的過冷石墨,也要防止孕育過度造成的縮松。 5、性能檢測: 加強對附鑄試棒性能與金相組織的檢測,同時特別要加強對金相中過冷石墨、碳化物及珠光體的檢驗,提高鑄件冶金質量,使其成熟度>1,硬化度1。 6、熱時效: 1)升溫速度應緩慢,一般以(30-50)℃/h為宜。 2)退火溫度應為500-550℃,保溫時間以每小時燒透25mm計算。 3)爐溫差控制保持在±20℃。 4)熱時效的順序應防止粗加工后,以消除加工應力。 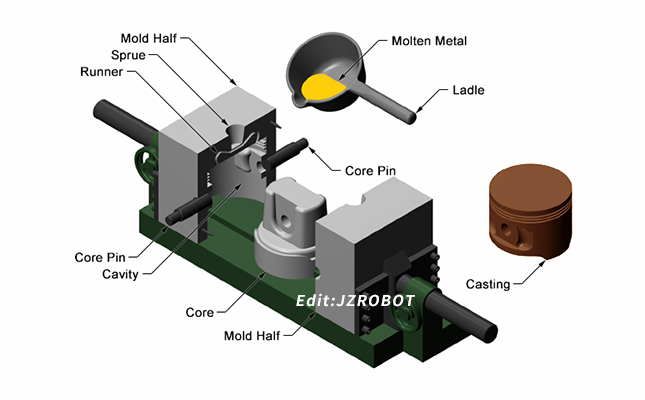 三、機床鑄件的優點 樹脂砂型鑄造機床床身鑄件的優點: 1、實型鑄造生產中采用聚苯乙烯泡塑模樣,應用味喃樹脂自硬砂造型。當金屬液澆入鑄型時,泡沫塑料模樣在高漫無邊際金屬液作用下迅速氣化,燃燒而消夫,金屬液取代了原來泡汪塑料所占據的位置,冷卻凝固成與模樣形狀相同的實型鑄件。 2、相對來說,消失模鑄造對于生產單件或小批量的汽車覆蓋件,機床床身等大型模具等傳統砂型有很大優勢,它不但省去了昂貴的木型費用,而且便于操作,縮短了生產周期,提高了生產效率,具有尺寸精度高,加工余量小,表面質量好等優勢。 3、樹脂砂型剛度好,澆注初期砂型強度高,這就有條件利用鑄鐵凝固過程的石墨化膨脹,有效地消除縮孔、縮松缺陷,實現灰鑄鐵、球墨鑄鐵件的少冒口、無冒口鑄造。 以上這些內容就是關于機床鑄件的相關介紹了,相信網友們看了上面的材料介紹后都已經有所了解了,如果還想了解更多的相關資訊,那么敬請關注我們吧。  |

臺州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: www.gzfc168.cn 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: jiezhongcnc.1688.com 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾微信公眾號 |  掃一掃手機網站 |