
|
|
文章詳情
金剛石滾輪修整以及粒度對工件磨削的影響 二維碼
1085
金剛石滾輪修整一般是將表面形狀與被磨工件一致的金剛石滾輪切入修整磨床砂輪,然后以此砂輪切入磨削成形工具(圖1)。所以在自動化切入成型磨削中,如磨削階梯軸、曲軸、凹槽、凸肩、軸承滾道、螺紋的砂輪以及蝸桿砂輪,建議采用金剛石滾輪修整,它具有下列優點: (1)由于金剛石滾輪的幾何形狀直接決定了砂輪的磨削表面形狀,所以修整裝置結構簡單,易于自動化,可以省去一套復雜的機械仿形或液壓仿形裝置。 (2)砂輪修整時間短,可提高生產效率。可利用裝卸工件的空隙進行,并可實現在磨削加工過程中修整砂輪,這不僅使修整時間和加工時間重合,而且可以隨時保證砂輪有良好的磨削性能。 (3)切入成型磨削特殊形狀的工件,如凹槽、凸肩的兩面,采用金剛石滾輪修整磨床砂輪,更顯示其優越性。 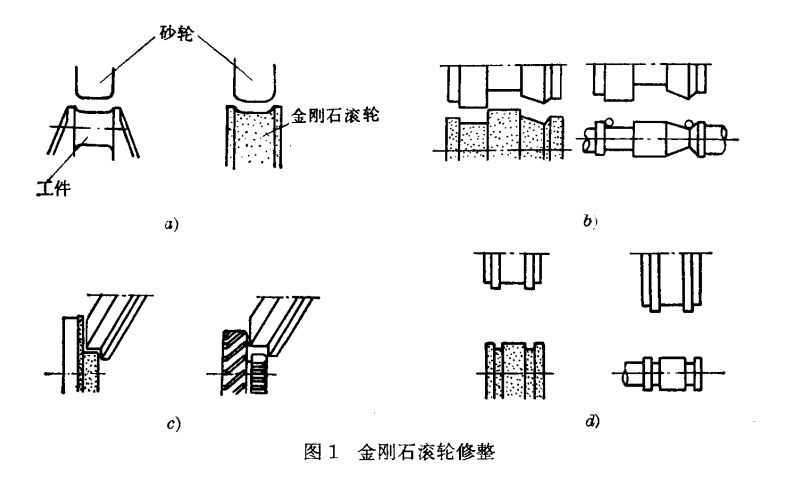 金剛石滾輪的制造方法,常見的有一下幾種:粉末冶金法、電鍍法、電鑄法。一般精度的金剛石滾輪,宜采用粉末冶金法(以青銅作結合劑)成型,制造方便,成本低;高精度的金剛石滾輪,則采用電鑄法(以鎳作結合劑)成型,它的精度和耐用度較高。 滾輪的金剛石粒度對工件磨削光潔度有較大的影響。金剛石粒度愈細,工件的磨削光潔度愈高,反之則低。但金剛石粒度愈細,使磨床砂輪的磨削效率也降低。因此我們對金剛石粒度的選擇原則是:在使砂輪能保證磨到要求的工件表面光潔度的前提下,選擇較粗的金剛石粒度,這里不僅考慮磨削效率的問題,還考慮到滾輪的使用壽命,一般較粗粒度的金剛石滾輪,能獲得較長的使用壽命。 修整時金剛石滾輪的線速度對被磨工件表面質量和光潔度影響不大。但線速度過低時,滾輪磨損快,使用壽命降低;線速度過高時,砂輪的切削性能較差,降低磨削效率。故一般選用10~15米/秒為宜,修整進給量取0.10毫米。  |

臺州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: www.gzfc168.cn 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: jiezhongcnc.1688.com 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾微信公眾號 |  掃一掃手機網站 |