
|
|
文章詳情
磨床進給機構的形式及手動進給機構的特點和介紹 二維碼
3180
進給機構按照動力源可分為手動和自動兩大類,自動進給又可分為周期(斷續自動進給)和切入(連續自動進給)兩種。圖1是周期進給的示意圖,周期進給一般用于縱磨磨削,當砂輪架快速定位后,在工作臺換向時,砂輪架即自動進給一次,可單向進給(工作臺往復一次進給一次),也可雙向進給(工作臺每次換向時都進給一次),磨到預定尺寸后砂輪架自動快速退回。 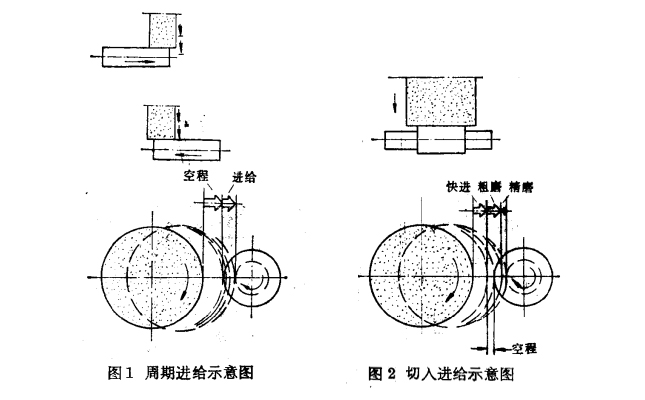 圖2是切入進給示意圖。磨削時砂輪架自動分階段地連續進給:(1)砂輪架快速進給、定位;(2)粗磨進給(速度較快);(3)精磨進給(速度較慢);(4)停止進給,進行無進給磨削(無火花磨削),使工件達到預定的尺寸和精度;(5)砂輪架快速退回。 一般周期進給的結構形式較少,而切入進給機構的形式較多,有無空程、恒壓力、擺動和切向等進給機構。 例如MG1432萬能外圓磨床的橫進給機構,它除了砂輪架的快速進退用油缸作動力外,粗進給和微量進給都是手動的。它與M1432A萬能外圓磨床橫進給機構相比,具有如下的優點: (1)手動通過一對齒輪帶動絲桿,傳動鏈條、傳動剛性好、精度高; (2)快速進退油缸布置在絲桿的前端,使砂輪架的定位誤差不受壓力油波動的影響。快速定位由絲桿前端的圓環和快速進退油缸的后端蓋接觸定位,定位接觸面大,接觸剛性好,定位精度可達0.001~0.0015毫米。 (3)采用全螺母結構,傳動剛性好。由于砂輪架通過圓銷與螺母滑套連接,因此雖然采用全螺母,但裝拆砂輪架仍方便。 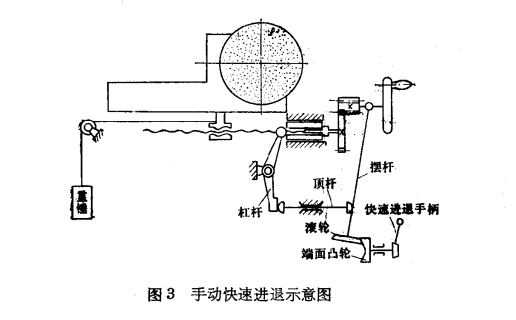 有些簡易磨床或沒有液壓裝置的磨床,連砂輪架的快速進退也采用手動的。如圖3所示,扳動快速進退手柄,使端面凸輪轉動,通過擺桿、頂桿和杠桿,使絲桿帶動砂輪架作快速進退。重錘不僅消除絲桿螺母間隙,而且使滾輪一直壓住端面凸輪。  |

臺州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: www.gzfc168.cn 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: jiezhongcnc.1688.com 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾微信公眾號 |  掃一掃手機網站 |