
|
|
文章詳情
通用磨床布局以傳統方式為主并逐漸趨向新型布局 二維碼
1154
通用磨床的布局,經過生產實踐考驗,不斷改進,不斷完善,稱為基本上定型的傳統布局。在傳統布局的基礎上,按照工件確定的加工方法及要求,可以演變出一些變型的專門化或專用磨床的布局形式。 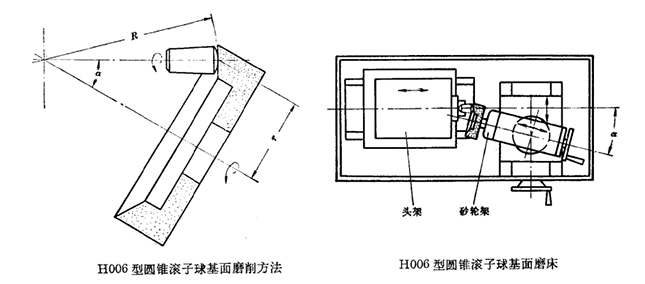 1、外圓磨床的斜砂輪架布局(MB1632端面外圓磨床) 它是由外圓磨床的基型中演變出來的,布局不同之處是砂輪架與頭、尾架中心線傾斜一角度,能一次磨削工件的外圓和端面。為了不使砂輪架與尾架或工件相碰,砂輪架布置在砂輪左面,因此橫進給的手輪也相應地移到左邊。 2、外圓磨床的雙砂輪架布局 H088專用磨床就是其中一例,它由左右兩砂輪架組成,各有一套橫進給機構,同時磨削一個工件的兩個軸頸。后床身由于支承兩只砂輪架而加長到與前床身一樣,故床身成為矩形的布局。由此可知,采用雙支承的多片砂輪磨床的布局也不難確定了。 3、專門化磨床的布局 磨削圓錐滾子球形基面磨床H006,是采用單面凹帶錐砂輪與工件中心相交一個角度的加工方法布局,與普通內圓磨床類似,砂輪和工件各自繞軸線旋轉,磨出圓錐滾子大端的球形基面,其加工原理及總體布局如圖所示。矩形床身上的左邊,有夾持并帶動工件旋轉的頭架,可作縱向移動。右邊布置砂輪架,可作橫向進給。砂輪架與頭架中心線相交一個角度,它可以根據工件的不同要求,在0-90°范圍內調整。 按上述布局設計制造的磨床,結構復雜,又因是單件磨削,故效率低。現采用寬砂輪,由工件的自轉和公轉形成圓錐滾子的球形端面。在矩形床身上裝有送料圓盤和磁盤,采用這種布局可進行多個連續磨削,提高效率達十多倍,并且結構簡單。 上述例子充分說明了雖然屬于同樣性質的機床,加工同樣的工件,但由于加工方法不同,工件成形運動不同,可以得出二中不同的布局。在生產中,隨著人們對客觀事物認識的提高,經過不同的飛躍形式,新的布局代替舊的布局,這是事物發展的客觀規律。  |

臺州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: www.gzfc168.cn 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網 址: jiezhongcnc.1688.com 地 址: 浙江省臺州市玉環市清港徐斗工業區 | 捷眾微信公眾號 |  掃一掃手機網站 |