
|
|
文章詳情
外圓磨無心磨內(nèi)圓磨等多種磨削方法的介紹和特點 二維碼
6589
 為了正確地了解磨床設(shè)計的布局,各部件運動的相互關(guān)系,傳動鏈的要求,妥善而合理地解決它們之間的關(guān)系問題,就必須對磨削方法有一個基本的概念,這樣才能真正地認識和做好磨床設(shè)計工作。 我們知道磨床的種類很多,磨削形式也不少,有外圓磨、內(nèi)圓磨、無心磨、螺紋磨、齒輪磨等等。盡管磨削形式多種多樣,加工工件表面形狀不一,但以砂輪工作表面來分,基本上可分為下列三種磨削方法:(1)周邊磨削;(2)斷面磨削;(3)成形磨削。 圖1就是按上述分類方法介紹幾種常見的磨削形式、運動關(guān)系及其特點。除了圖1中所介紹的磨削方式外,還有外圓切入、切向磨削、行星內(nèi)圓磨削等等,這里不再一一列舉。 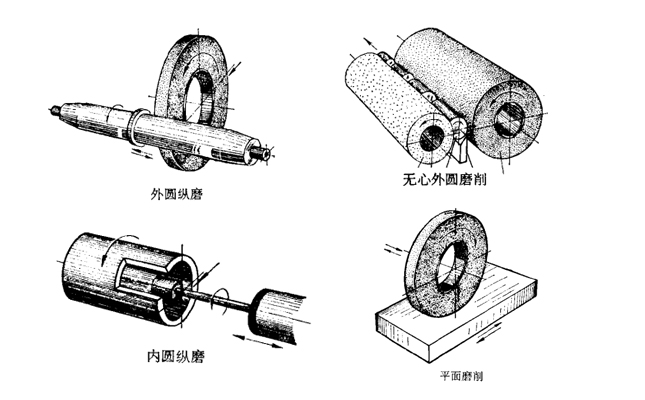 必須指出,圖1中所舉的磨削形式分類,也不是一成不變的,還要根據(jù)具體條件決定。如圖1中將花鍵磨削列入成形磨削一類里,但由于花鍵的形狀不同,要求也不一樣,而且各廠根據(jù)設(shè)備條件和加工習(xí)慣所采用的方法也不同,可以用端面磨削,也可用周邊磨削。又如齒輪磨削的方法很多,可分展成法和成形法,一般都采用展成法來完成,很少采用成形法。 隨著科學(xué)技術(shù)和生產(chǎn)的發(fā)展,為了提高磨削精度和生產(chǎn)率,新的磨削方法不斷涌現(xiàn)。前面已經(jīng)介紹了提高磨削表面質(zhì)量的問題,這里我們再從提高生產(chǎn)效率的角度來介紹幾種新的高效率磨削方法,以便使大家對磨削方法有進一步的認識。 高效率磨削大體有兩條途徑:一條是改變磨削用量,如高速磨削、強力磨削、恒壓力磨削等;另一條是增大磨削面,以提高生產(chǎn)效率,如寬砂輪磨削、多片砂輪磨削、砂帶磨削等。對于電解磨削和金剛石砂輪磨削也作簡要的介紹。 一、高速磨削 從目前的概念來講,一般認為只要砂輪磨削速度高于35m/s對工件進行加工的,都可稱為高速磨削,它是提高生產(chǎn)效率的重要途徑之一,因此引起了國內(nèi)外的普遍重視。國外已采用了60m/s甚至100m/s的砂輪圓周線速度進行磨削。我廠在1958年曾對高速磨削進行過試驗,并取得了一定的進展。隨著科學(xué)技術(shù)的不斷發(fā)展,人們的認識不斷提高,高速磨削的速度一定還會不斷增高。 二、強力磨削 強力磨削是通過加大進給量和提高磨削速度的一種高效率磨削方法,特別適合磨削難以加工的硬材料,以及斷續(xù)面和階梯面零件。因此在某些方面可以代替車削和銑削,而效率比車、銑要高得多。據(jù)有關(guān)資料報導(dǎo),采用強力磨削,一次磨削深度達6mm以上,每小時的磨屑達330kg,大大提高了生產(chǎn)效率。 強力磨削的主要特點,是磨削力和磨削熱比高速磨削顯著增加,因此對機床的要求除了增加電動機功率,加固砂輪防護罩,增加冷卻液供應(yīng)和防止飛濺,合理地選擇砂輪外,機床還必須有足夠的剛度。 三、恒壓力磨削 普通磨削時砂輪相對工件按一定的速度作進給,而恒壓力磨削又稱控制力磨削,它是砂輪以一定的壓力壓向工件,并在磨削過程中砂輪相對工件保持一定的壓力(粗磨時壓力高,精磨時壓力低),其工作原理說明如下圖2 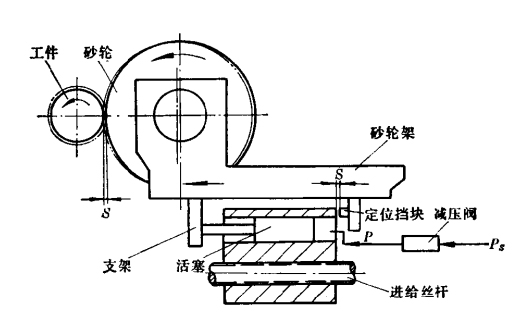 壓力油的油壓P推動活塞,通過支架帶動砂輪架趨近工件進行磨削,以定位擋塊來保證工件的尺寸精度。改變壓力油的油壓P,可調(diào)節(jié)磨削壓力的大小。 四、寬砂輪磨削 隨著生產(chǎn)的不斷發(fā)展,在加工過程中采用了寬砂輪磨削。一般外圓磨削的砂輪寬度僅在50mm左右,而寬砂輪磨削由于加大了磨削面(目前寬砂輪磨削的砂輪寬度300mm左右),可以成倍地提高生產(chǎn)率。特別對大批生產(chǎn)的零件,像機床主軸,汽車、拖拉機上的驅(qū)動軸,電動機上的轉(zhuǎn)子軸等,采用寬砂輪磨削時,生產(chǎn)效率提高尤為顯著。 為了適應(yīng)工農(nóng)業(yè)生產(chǎn)發(fā)展的需要,北京第二機床廠和長春機床廠等都分別設(shè)計制造了寬度較大的寬砂輪磨床。上海第三機床廠設(shè)計制造的M1532寬砂輪磨床,砂輪寬度為300mm,電動機功率為30W。后面介紹的加工圓錐滾子球基面磨床3MT4320以及無心磨床都是屬于寬砂輪磨床。 五、多片砂輪磨削 多片砂輪磨削也是利用增大磨削面,以提高磨削效率的一種有效措施。一臺磨床上安裝幾片砂輪(目前多達10片以上),可以同時加工零件的幾個表面,主要用來加工曲面、凸輪軸等零件。它的優(yōu)點除了能提高生產(chǎn)率,相對地還能減少磨床數(shù)量,減少機床占地面積,節(jié)省勞動力,并能保證工件有較好的同心度。 多片砂輪磨削(如加工曲軸的五片砂輪磨床的總寬度達815mm),實質(zhì)上也是寬砂輪磨削的一種形式,因此它對機床提出的要求,與寬砂輪磨床相同。 六、砂帶磨削 用柔軟的砂帶代替砂輪進行磨削,它可以適應(yīng)工件形狀的變化,磨削特殊的曲線形狀,加上砂帶上的每顆磨粒都參加切削,所以效率很高。主要用于加工薄鋼板(包括帶鋼)、鋼錠和曲面(如汽輪機、燃氣輪機葉片、汽車凸輪軸)等。近幾年來,砂帶磨床發(fā)展較快,有些國家砂帶和砂輪的產(chǎn)量各占50%。 砂帶本身材料有紙、布、塑料三種。高效率砂帶磨削,一般以布質(zhì)為主。砂帶結(jié)合劑有膠水、樹脂和一層膠水一層樹脂的復(fù)合結(jié)合劑。高效率砂帶磨削采用樹脂結(jié)合劑制成的砂帶。  |

臺州捷眾智能裝備有限公司 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網(wǎng) 址: www.gzfc168.cn 地 址: 浙江省臺州市玉環(huán)市清港徐斗工業(yè)區(qū) | 捷眾智能裝備阿里巴巴 電 話: 0576-87110816 傳 真: 0576-87110816 手 機: 139-6765-7580 郵 箱: 180242@qq.com 網(wǎng) 址: jiezhongcnc.1688.com 地 址: 浙江省臺州市玉環(huán)市清港徐斗工業(yè)區(qū) | 捷眾微信公眾號 |  掃一掃手機網(wǎng)站 |